- 01/21
- 2006
-
QQ扫一扫

-
Vision小助手
(CMVU)
机器视觉在液晶屏缺陷检测中的应用
王宇飞 郭晓锋
(法视特(上海)图像科技有限公司,上海 201203)
摘要 液晶显示屏[1]表面的缺陷是影响产品质量的主要因素。为了实现显示屏生产过程中缺陷检测[2]自动化,本文研究了用计算机视觉[3]检测技术检测液晶屏缺陷的方法。在检测中,采用了法视特公司的Fv-pixellence平面面板检测系统,取得了很好的效果。
关键词 液晶显示屏 缺陷检测 机器视觉 图像处理
Abstract The defect on the surface of the liquid crystal screen is the main influencing factor to it’s quality. To realize defect inspection automatically, some defect inspecting methods for the liquid crystal screen by computer vision are studied in this article. We obtained good effect by using Fv-pixellence of Fast, in our project.
Key Words liquid crystal screen, defect inspection, computer vision, image processing
1 引言
液晶显示器以其低压微功耗、平板型结构、被动显示(不怕光冲刷、无眩光,不刺激人眼)、显示信息量大(像素小)、易于彩色化、无电磁辐射和X射线(利于信息保密,对人体安全)、长寿命等特点,受到越来越广泛的应用。如今,液晶屏已经在电脑、手机、触摸屏等领域占领了相当大的市场份额。越来越多的产品需求使得液晶屏的质量成为了生产厂商以及用户关注的问题,液晶屏的缺陷是影响其质量的一个重要因素。
2 液晶显示屏的缺陷
液晶显示屏[4]由两块玻璃板构成,厚约1毫米,中间是厚约5微米(1/1000毫米)的水晶液滴,被均匀间隔隔开,包含在细小的单元格结构中,每三个单元格构成屏幕上的一个像素。在放大镜下呈现方格状,一个像素即为一个光点。每个光点都有独立的晶体管来控制其电流的强弱,如果该点的晶体管坏掉,就会造成该光点永远点亮或不亮,这也就是我们平常所说的坏点,这是在液晶显示器制造过程中不可避免的液晶缺陷,由于目前工艺局限性,在液晶显示器生产过程中很容易造成硬性故障坏点的产生。一般情况下,允许有3个坏点,但如果只有两个坏点却出现在5×5像素的范围内,同样是不被允许的。坏点包括亮点和暗点。亮点是指在黑屏的情况下呈现的R、G、B的点叫做亮点。暗点是指在白屏的情况下出现非单纯R、G、B的色点叫做暗点。影响液晶显示器质量的点缺陷主要有:亮点、暗点和坏点,白线、黑线以及Mura、Shimi等,如图1。

白点 黑点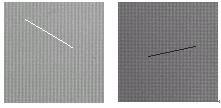
白线 黑线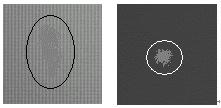
Mura Shimi
图1 液晶显示屏表面缺陷
3 利用机器视觉实现液晶屏的自动缺陷检测
随着液晶屏需求的不断增大,以及客户对产品质量的要求,越来越多的液晶屏生产厂商采用自动化液晶屏缺陷检测[5]系统,对液晶屏表面的缺陷进行综合检测。这种方法代替了传统的人工方法以提高生产效率和产品质量,解决了人工方法效率低、速度慢,以及受检测人员主观性制约等不确定因素带来的错检及误检,实现更好的100%产品在线检测[6]。
3.1 机器视觉实现液晶显示屏自动缺陷检测方案
本文采用了法视特公司的FV-pixellence平面面板检测系统用于液晶屏表面的缺陷检测。这套系统一般包括FA图像处理装置、采集卡以及摄像头。
其基本检测处理流程如图2:
3.2 机器视觉实现液晶显示屏自动缺陷检测流程
首先将待测图像进行预处理,增加图像的对比度;然后通过特征量提取过滤器,使缺陷部分增强,二值化检出缺陷;接下来对特征量进行计算,最后对缺陷数据进行处理、输出。
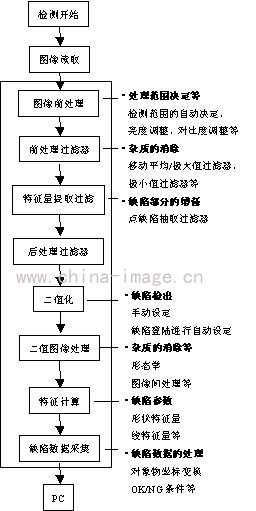
图2 检测处理基本流程图
3.3 机器视觉实现液晶显示屏自动缺陷检测实验及结果分析
采用机器视觉实现液晶屏表面缺陷检测的实验过程如下:首先通过摄像头采集到待检测液晶显示屏的图像。图3为带有Mura的液晶屏图像,圈内标注的灰色斑点既为Mura。可以看出,原始图像中,Mura很难通过肉眼从图像中被检测出来。
接下来对图像进行前处理,图4为对比增强后的图像。可以看出,圈内标注的Mura已经可以比较容易的被检出。
图3 原始图像
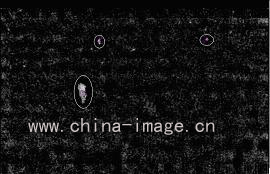
图4 增强后的图像
下一步对图像进行二值化,得到详细的检测结果。图5为二值化后的图像,这时Mura可以很清楚的被检测出来。图6既是对检测图像的详细分析。
图5 二值化的图像

图6 检测结果详细分析
可以明显看出,虽然输入图像的对比度比较低,但经过FV-Pixellence的处理,过程图像的缺陷已经得到了增强,而结果图像则可以准确地将缺陷检出。通过得到的检测分析结果,可以对每一处Mura进行具体定位,确定其面积大小、 形状以及Mura斑点浓度等缺陷的参数。同样,液晶屏的白点、黑点、白线、黑线等缺陷都可以通过FV-Pixellence进行检测、分析。
另外,由于光照对图像的成像质量起到了很大的作用,因此,在实验中,根据具体的检测目标可能选择透视光或者反射光以获得最好的效果。
4 结论
通过实验,可以得到结论,采用FV-Pixellence缺陷检测系统,即使在灰度差异细微的情况下,也可以精确的检测出液晶屏的缺陷。为了使产品成功的应用到实际工业生产中,使自动化缺陷检测得到最好的应用,还需要对生产现场的实际情况进行确认,对光照、灰尘等可能带来影响的因素作具体研究分析,进而带来更好的生产效益和市场前景。
参考文献(Reference)
[1] 陈洪国.液晶的应用开发已刻不容缓—飞速发展的液晶显示产业.液晶与显示,1994,03
[2] 李巧先.关于玻璃缺陷在线检测技术的研究.上海计量测试,1994,04
[3] 梁吉,蒋式勤,沈立纬. 视觉检测系统及其应用.微计算机信息.2003,12
[4] 林詠.液晶显示屏检测设备近况.电子产品世界,1996,09
[5] 韩皖贞.计算机视觉玻壳缺陷检测方法的研究.天津科技大学, 2002,1
[6] 卜文绍,卜翠霞. 产品图象智能检测技术研究.自动化技术与应用.2003,7
作者简介
王宇飞 法视特(上海)图像科技有限公司 市场部 技术工程师
地址 上海浦东张江高科技园区碧波路456号C-101 邮编201203
联系电话 021-50805380-264
主要从事法视特公司aligner自动定位系统、pixellence缺陷检测系统以及各种产品的技术支持工作。
郭晓锋 法视特(上海)图像科技有限公司 市场部 产品市场主管
地址 上海浦东张江高科技园区碧波路456号C-101 邮编201203
联系电话 021-50805380-262
负责法视特公司技术咨询、项目实施等工作。