- 05/16
- 2012
-
QQ扫一扫

-
Vision小助手
(CMVU)
随着科技的发展,视觉系统在各个领域也有了一定的发展,采用视觉检测的高性能传感器,在部分关键的、特殊的场合逐渐取代了传统的光电传感器、颜色传感器。目前,随着烟草行业对产品质量的要求越来越严格,烟草设备的部分检测系统中也逐步引入了此类视觉系统。如制丝车间烟叶除杂设备、包装机的小包外观检测、大条外观检测等等。
随着烟厂对香烟质量、外观要求的进一步加强,对烟支外观检测的需求也显现出来。烟支钢印体现了卷烟的品牌,具有一定的品牌凝聚力和象征性,尤其对于高档香烟,烟支钢印的品牌宣传作用就显得更加重要。因此,针对目前卷烟设备中存在的钢印模糊、图案缺少、位置跑偏、图案及钢号使用错误等质量问题,大树公司开发出基于CCD图像视觉系统的钢印检测装置,用于解决上述问题。
设计特点及检测原理
1 设计特点
采用高速CCD影像视觉传感器,运用AVR高速微型单片机进行控制,从而具有性能稳定、操作简单,安装方便等特点;
本装置是一套高速、高性能、独立的控制系统,可存储32个不同品牌图像,满足每4至6根烟抽检一次的高抽检率;
该装置设计中体现了现场整体性、美观性、不影响操作习惯的思路,将控制箱体安装在原机操作面板与烟丝斗空余空间处,无需另外打孔外挂控制箱体,不但对原机的运行没有任何影响,在外观上也具有统一性。
2 检测原理
根据PROTOS卷接机电气系统的工作原理,编码器会产生增量、索引两种频率的脉冲,每一单支烟会对应64个脉冲,因此根据编码器产生脉冲可以对烟支钢印进行准确的定位。首先,把标准的钢印图像及所设置检测区域存储于视觉系统中,当机器运行时,根据轴编码器脉冲对盘纸(打过钢印后)进行定点拍照,对当前所拍图像和存储的标准图像进行比较,若像素值、相似度、图像位置坐标(X ,Y)在设置的公差之内,表示此钢印图像合格,否则判为不合格。当连续出现不合格钢印图案时报警停车,等待人工参与解决故障。
2.3系统图及工作流程图

图 1 视觉系统外观图(采用高速高性能相机及控制器)
图2 为该视觉系统所拍烟支钢印图案
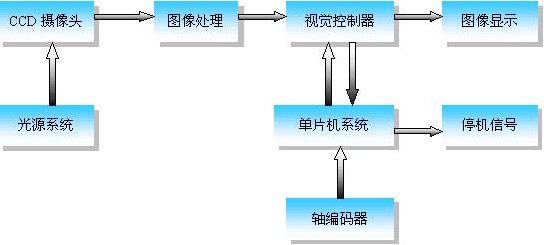
图3 硬件系统图
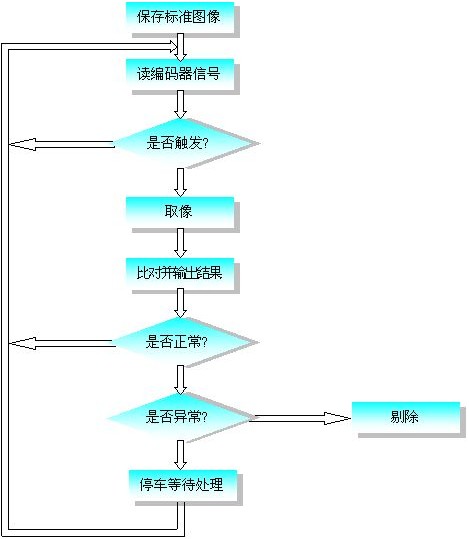
图4 工作流程图
先存入正确的图案,读取PROTOS机轴编码器信号,用于跟踪烟支钢印位置,摄像头拍摄盘纸上钢印图案,将拍摄图案与存入的正确图案进行比对,得出结果,当连续出现的坏烟数与设定支数相同时,给出停车报警信号。
面板功能及按键说明

1.![]() 功能键:通过功能按键可对进入各参数的修改状态,如品牌、拍照偏移步数、剔除步数;
功能键:通过功能按键可对进入各参数的修改状态,如品牌、拍照偏移步数、剔除步数;
2.![]() 当参数修改完毕后,按此键即保存所修改的参数;
当参数修改完毕后,按此键即保存所修改的参数;
3.![]() 加按键,在参数修改模式下,按下此按键可增大设定数;
加按键,在参数修改模式下,按下此按键可增大设定数;
4.![]() 减按键,在参数修改模式下,按下此按键可减小设定数;
减按键,在参数修改模式下,按下此按键可减小设定数;
5.信号状态指示灯;
6.电源开关:该系统总电源开关;
7.液晶显示屏主要显示当前钢印图像、当前检测模式;
8.设定/显示窗体:显示设定参数、停机次数。
安装及维护
1 安装位置
本装置的检测摄像头安装在垂直拉伸盘纸侧,用于检测盘纸上的钢印。控制箱体和面板安装在原机SRM箱位置空面板内,与原机浑然一体。编码器信号、工作电源、停车信号从原机端子内引入,与原机线号相同,便于维护。现场安装只需2-3小时。安装位置具体如下图所示:

2 日常维护
经常检查检测镜头,保持检测镜头清洁干净;
同步信号调校完毕之后,不要再去调校.如果要调校,设置的检测参数也要重新校正;
镜头焦距,和光圈安装时已经调试好,不需要经常调试。
使用后的经济效益
当前烟支钢印图案的检测方式,是通过机台工作人员不定时地对成品烟支进行少量抽检,从而达到控制质量的目的。在实际生产中,这种检测方式有很大的弊病:PROTOS卷接机一般保持在7000支/分的高速生产中,每秒钟就有近120支的成品烟支流出生产线,如果机台工作人员每5分钟抽查一次,当发现图标不合格时,生产线上已有3万多支烟流出生产线,这必将给企业造成很大的损耗,且降低了有效作业率。使用本公司研制的钢印图案检测装置后,可以达到在线4至6根烟抽检一次,抽检频率超过国内其他厂家同类产品,当连续出现不合格信号且达到用户设定的临界值时,检测装置立即向卷接机发出停机信号,并显示报警信息提示机台工作人员及时进行人工处理,不仅为企业降低损失,同时也为企业提供了品质保障,具有良好的经济效益。
- 上一条:无线传感器网络的温室测控系统方案
- 下一条:机器视觉系统典型应用